 English
English 中文简体
中文简体 русский
русский Español
Español عربى
عربى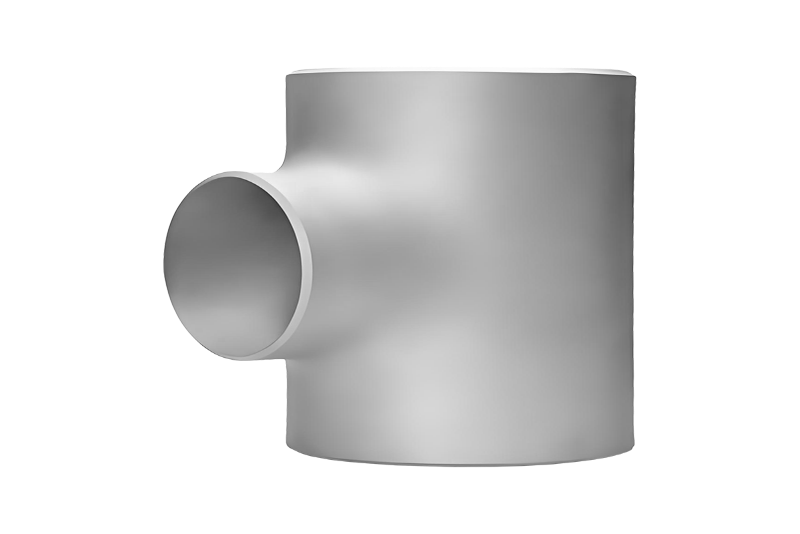
Material Selection for Butt Weld Fittings Choosing the right material is the first step in selecting...
What Is a Butt Weld Lateral Tee and When Should You Use One?

Content
- 1 What Is a Butt Weld Lateral Tee?
- 2 How the Butt Weld Joint Works
- 3 Types of Butt Weld Lateral Tees
- 4 Materials Used in Butt Weld Lateral Tees
- 5 Key Dimensions and Standards
- 6 Butt Weld Lateral Tee vs. Standard Tee: When to Choose Which
- 7 Installation Considerations and Best Practices
- 8 Common Applications Across Industries
- 9 Procurement Tips: What to Specify When Ordering
What Is a Butt Weld Lateral Tee?
A butt weld lateral tee is a pipe fitting that connects three sections of pipe, where one branch exits the main run at an angle other than 90 degrees — typically 45 degrees. Unlike a standard tee that introduces a perpendicular branch, the lateral tee creates a more gradual directional change. The "butt weld" designation refers to the joining method: the fitting is welded end-to-end with the pipe, producing a strong, leak-resistant, flush connection that is well-suited for high-pressure and high-temperature systems.
This type of fitting is widely used in industrial piping systems, oil and gas infrastructure, chemical processing plants, and power generation facilities. The angled branch helps reduce turbulence and pressure drop at the junction point, making it a functionally superior choice in many flow-critical applications compared to a standard 90-degree tee.
How the Butt Weld Joint Works
The butt weld process involves aligning the pipe end with the fitting end so they are flush, then applying heat using methods such as TIG (Tungsten Inert Gas) or MIG (Metal Inert Gas) welding to fuse the two pieces together. The joint is made without the need for flanges, couplings, or threaded connections, which means there are fewer potential leak points in the system.
Before welding, the pipe ends are typically beveled at a specific angle to create a groove that allows the weld to penetrate fully into the joint. After welding, the connection undergoes inspection — often through radiographic or ultrasonic testing — to confirm structural integrity. The result is a joint that is as strong as, or stronger than, the base pipe material itself.

Types of Butt Weld Lateral Tees
Butt weld lateral tees come in several configurations to suit different piping requirements. Understanding these variations helps engineers and procurement teams select the most appropriate fitting for their specific application.
Equal Lateral Tee
In an equal lateral tee, all three openings — the two run ends and the branch — share the same nominal pipe diameter. This configuration is used when the branch flow requirement is the same as the main line capacity, and full-bore flow continuity is needed throughout the system.
Reducing Lateral Tee
A reducing lateral tee features a branch outlet with a smaller diameter than the main run. This is a common choice when the branch line carries a lower volume of fluid or gas. Reducing laterals allow designers to maintain appropriate velocity and pressure levels throughout a branching system without needing additional reducers downstream.
45-Degree vs. Other Angles
While 45 degrees is the most common branch angle for lateral tees, fittings can also be manufactured at other angles such as 30 or 60 degrees depending on project specifications. The choice of angle influences flow dynamics, installation space, and the ease of connecting downstream piping components.
Materials Used in Butt Weld Lateral Tees
Material selection for butt weld lateral tees is critical and depends on the fluid being transported, operating temperature, pressure, and environmental conditions. The most commonly used materials include:
- Carbon Steel (ASTM A234 WPB): The most widely used material for general industrial applications. It offers excellent strength and weldability at a relatively low cost, making it suitable for water, steam, and oil service under moderate conditions.
- Stainless Steel (ASTM A403 WP304/316): Chosen for its superior corrosion resistance, particularly in chemical processing, food-grade, and marine environments. Grade 316 offers enhanced resistance to chloride-induced corrosion compared to 304.
- Alloy Steel (ASTM A234 WP5/WP9/WP11): Used in high-temperature or high-pressure systems such as boiler feedlines and refinery piping where carbon steel would not provide sufficient performance.
- Duplex and Super Duplex Stainless Steel: Employed in highly corrosive environments, including offshore oil platforms and chemical plants handling aggressive media such as chlorides and acids.
- Nickel Alloys (Inconel, Hastelloy): Reserved for extreme service conditions involving very high temperatures, aggressive chemicals, or cryogenic environments.
Key Dimensions and Standards
Butt weld lateral tees are manufactured according to recognized industry standards to ensure dimensional accuracy, material quality, and performance consistency. The following table summarizes the most relevant standards:
| Standard | Scope |
| ASME B16.9 | Factory-made wrought butt welding fittings, covering dimensions, tolerances, and ratings |
| ASTM A234 | Material specification for carbon and alloy steel pipe fittings for moderate to high-temperature service |
| ASTM A403 | Material specification for wrought austenitic stainless steel piping fittings |
| MSS SP-75 | Specification for high-test wrought butt welding fittings used in high-pressure gas and liquid systems |
| EN 10253 | European standard for butt welding pipe fittings including material grades and dimensional tolerances |
Nominal pipe sizes for butt weld lateral tees typically range from ½ inch to 48 inches, with wall thickness options corresponding to standard pipe schedules such as SCH 40, SCH 80, SCH 160, and XXS (Double Extra Strong).
Butt Weld Lateral Tee vs. Standard Tee: When to Choose Which
Choosing between a butt weld lateral tee and a standard 90-degree tee is not simply a matter of preference — it depends on engineering requirements, system flow characteristics, and spatial constraints.
A standard tee is simpler to install and less expensive, making it a practical choice in low-velocity systems or where compact routing is needed. However, the 90-degree branch creates a sharp directional change that generates significant turbulence, increased pressure drop, and potential erosion at the junction — especially in high-flow or slurry applications.
The butt weld lateral tee, with its angled branch, allows fluid to transition more smoothly from the main run into the branch. This results in:
- Lower pressure drop across the fitting
- Reduced turbulence and flow separation
- Less mechanical stress on the branch outlet
- Extended service life in erosive or high-velocity service
For pipelines transporting natural gas, crude oil, or slurries at high velocities, the lateral tee is the preferred engineering solution. In HVAC or low-pressure water systems where cost control is the priority, a standard tee is typically sufficient.
Installation Considerations and Best Practices
Proper installation of a butt weld lateral tee requires careful planning, skilled welders, and adherence to applicable codes such as ASME B31.3 (Process Piping) or ASME B31.4 (Pipeline Transportation Systems). The following best practices should be observed:
- Pipe Alignment: Ensure the pipe and fitting ends are properly aligned before tacking. Misalignment causes weld defects and stress concentration that can lead to premature failure.
- Bevel Preparation: Pipe ends must be beveled according to the fitting's end preparation specifications, typically at 37.5 degrees for standard butt weld joints.
- Preheating: For carbon steel and alloy steel in thicker wall schedules, preheating the base material before welding reduces the risk of hydrogen cracking and residual stress.
- Post-Weld Heat Treatment (PWHT): Certain alloy grades and heavy wall thicknesses require PWHT after welding to relieve residual stresses and restore material properties.
- Non-Destructive Testing (NDT): Radiographic testing (RT), ultrasonic testing (UT), or magnetic particle inspection (MPI) should be performed after welding to verify weld quality, especially in critical service lines.
Common Applications Across Industries
Butt weld lateral tees serve a broad range of industrial sectors due to their ability to handle demanding service conditions while maintaining hydraulic efficiency. Major application areas include:
- Oil and Gas: Used extensively in transmission pipelines, gathering systems, and refinery process lines where pressure integrity and corrosion resistance are paramount.
- Petrochemical Plants: The angled branch accommodates complex piping layouts while minimizing flow disruption in reactors, distillation units, and heat exchanger circuits.
- Power Generation: High-pressure steam and feedwater systems in thermal and nuclear power plants rely on butt weld fittings for their superior strength and reliability.
- Water Treatment and Distribution: Large-diameter lateral tees facilitate efficient flow splitting in municipal water supply and wastewater treatment infrastructure.
- Mining and Slurry Pipelines: The reduced turbulence at the branch point limits erosive wear, making lateral tees a durable solution for abrasive slurry transport.
Procurement Tips: What to Specify When Ordering
When sourcing butt weld lateral tees, providing complete technical specifications to the supplier ensures that the delivered product meets your system's requirements. Key parameters to specify include:
- Nominal pipe size (NPS) for the run and the branch outlet
- Wall thickness or pipe schedule (e.g., SCH 40, SCH 80)
- Branch angle (typically 45 degrees unless otherwise specified)
- Material grade and applicable ASTM or EN standard
- Dimensional standard (ASME B16.9 or MSS SP-75)
- Required surface finish (e.g., pickled and passivated for stainless steel)
- Inspection and testing requirements (mill certificates, NDT reports, third-party inspection)
Requesting material test reports (MTRs) and heat and lot traceability documentation from certified manufacturers is essential for projects subject to regulatory oversight or quality management systems such as ISO 9001 or PED (Pressure Equipment Directive) compliance.
Latest News
News And Blogs
Stay Informed About Our Recent Events


