 English
English 中文简体
中文简体 русский
русский Español
Español عربى
عربى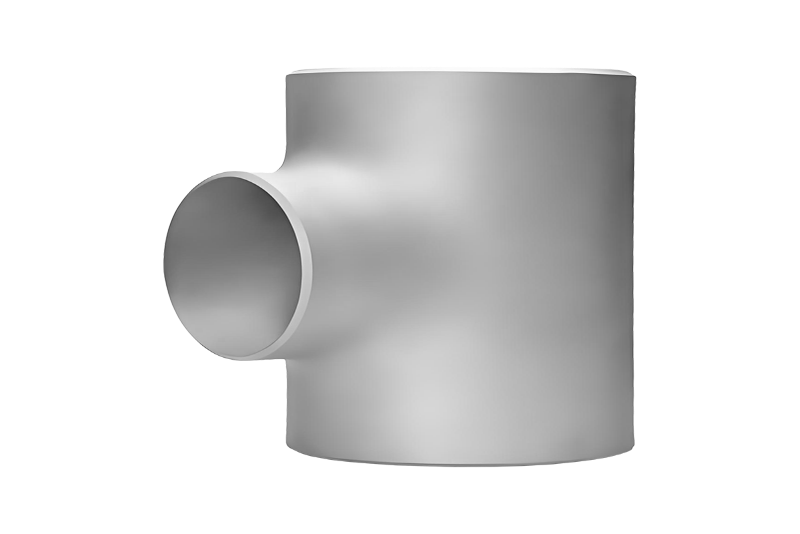
Material Selection for Butt Weld Fittings Choosing the right material is the first step in selecting...
Learn More about Different Types Of Buttweld Pipe Fitting

Content
- 1 Butt Weld Elbows for Direction Changes
- 2 Tees and Cross Fittings for Branch Connections
- 3 Reducers for Pipe Size Transitions
- 4 Caps for Line Termination and Closure
- 5 Stub Ends and Lap Joint Fittings
- 6 Dimensional Standards and Specifications
- 7 Special Purpose Butt Weld Fittings
- 8 End Preparation and Beveling Requirements
- 9 Selection Criteria for Butt Weld Fittings
- 10 Installation Best Practices and Quality Control
Butt weld pipe fittings represent the backbone of modern piping systems across industries ranging from oil and gas to pharmaceutical manufacturing. These precision-engineered components enable direction changes, branch connections, size transitions, and line terminations while maintaining the structural integrity and pressure-containing capability of welded piping networks. Unlike threaded or flanged connections, butt weld fittings create permanent, leak-tight joints through fusion welding, offering superior strength, minimal pressure drop, and enhanced reliability in demanding service conditions. Understanding the various types of butt weld fittings, their specific applications, dimensional standards, and selection criteria is essential for engineers, designers, and fabricators working to create safe, efficient piping systems.
Butt Weld Elbows for Direction Changes
Elbows constitute the most commonly used butt weld fittings, enabling piping systems to change direction while maintaining flow continuity and structural strength. These fittings are available in various angles, radii, and configurations to accommodate different routing requirements and performance specifications. The standard 90-degree elbow changes flow direction by a right angle and represents the workhorse of piping direction changes. These elbows come in two primary radius configurations: long radius (LR) and short radius (SR). Long radius elbows feature a centerline radius equal to 1.5 times the nominal pipe diameter, providing gentler flow direction changes that minimize pressure drop and erosion—making them the preferred choice for most applications.
Short radius elbows, with centerline radius equal to the nominal pipe diameter, create more compact direction changes useful where space constraints prevent long radius fittings. However, the tighter bend creates higher pressure drops and increased turbulence, potentially causing erosion in high-velocity or abrasive services. The 45-degree elbow provides a gentler direction change than 90-degree fittings, often used in pairs to create 90-degree turns with lower pressure drop than single 90-degree elbows. Other specialized angles including 22.5 degrees and custom angles can be manufactured for specific applications, though standardized 45 and 90-degree fittings offer better availability and lower costs.
Elbow Manufacturing Methods
Butt weld elbows are manufactured through several processes, each affecting the fitting's properties and suitability for different applications. Seamless elbows, formed by hot or cold bending of seamless pipe, offer uniform wall thickness and no longitudinal seam, making them ideal for high-pressure and critical services. Welded elbows, fabricated from plate or welded pipe, contain a longitudinal weld seam that must be considered in design and orientation during installation. Mandrel-bent elbows, created by bending straight pipe over forming mandrels, provide excellent dimensional consistency but may exhibit wall thinning on the extrados (outer radius) and thickening on the intrados (inner radius) that must be accounted for in stress calculations.

Tees and Cross Fittings for Branch Connections
Tee fittings enable branch connections in piping systems, creating three-way junctions where flow can split or combine. The straight tee, also called equal tee, features identical diameters on all three openings, allowing equal-sized pipes to intersect at right angles. This configuration suits applications where flow divides equally or where branch and run lines carry similar flow rates. Reducing tees incorporate a smaller-diameter branch outlet while maintaining equal-diameter run connections, accommodating branch lines with lower flow requirements without requiring separate reducer fittings. The reduced outlet can be concentric (centered) or eccentric (offset), with eccentric configurations preventing liquid accumulation in horizontal branch lines.
Cross fittings, though less common than tees, provide four-way intersections where two perpendicular pipes intersect. These fittings experience complex stress patterns under pressure and thermal loads, making them more expensive and generally less preferred than using multiple tee fittings. However, crosses provide space-efficient solutions for specific geometries and are occasionally necessary in compact installations. Both tees and crosses are available in various schedules and pressure ratings to match connecting pipe specifications, ensuring consistent wall thickness and pressure-containing capability throughout the piping system.
| Fitting Type | Configuration | Primary Application | Key Advantage |
| Straight Tee | Equal diameter outlets | Equal flow distribution | Uniform pressure rating |
| Reducing Tee | Reduced branch outlet | Branch line connections | Single fitting solution |
| Lateral Tee | 45-degree branch | Smoother flow transition | Lower pressure drop |
| Cross | Four-way junction | Perpendicular intersections | Space efficiency |
Reducers for Pipe Size Transitions
Reducers facilitate transitions between different pipe diameters, enabling optimization of flow velocities and piping costs throughout a system. Concentric reducers maintain a common centerline between the larger and smaller pipe sizes, creating a symmetrical cone shape. This configuration works well for vertical piping or gas service where maintaining centerline alignment is important and liquid accumulation is not a concern. The gradual diameter change in concentric reducers minimizes turbulence and pressure drop, making them suitable for most size transition applications where geometry permits.
Eccentric reducers feature offset centerlines with one side of the fitting remaining flat or parallel, preventing liquid accumulation at high points or vapor pockets at low points in horizontal piping. Installing eccentric reducers with the flat side on top in horizontal liquid lines prevents gas pocket formation that could cause flow disruption or cavitation. Conversely, flat-side-down installation in horizontal gas lines prevents liquid accumulation that could create slug flow or corrosion issues. The eccentric configuration also facilitates draining during maintenance by eliminating low points where liquids could trap.
Reducer Design Considerations
The angle of diameter reduction in reducers affects pressure drop and flow characteristics. Standard reducers typically feature angles between 15 and 30 degrees, balancing compact fitting length against acceptable pressure losses. Steeper angles create shorter fittings but increase turbulence and pressure drop, while more gradual angles require longer fittings but provide smoother flow transitions. For critical applications involving high velocities or erosive services, custom reducers with gradual tapers may be specified to minimize flow disturbances. The wall thickness of reducers typically matches the thicker of the two connecting pipes to ensure adequate strength throughout the transition zone.
Caps for Line Termination and Closure
Butt weld caps provide permanent closure for pipe ends, creating pressure-tight terminations for dead-end lines, temporary terminations during phased construction, or permanent equipment connections. These dome-shaped fittings distribute pressure loads efficiently through their curved geometry, achieving the same pressure rating as the connecting pipe while using relatively thin material. The hemispherical or elliptical shape of caps provides superior strength-to-weight ratios compared to flat closures, making them the preferred choice for pressure-containing terminations.
Caps are available in various head shapes including hemispherical, elliptical (2:1), and torispherical, each offering different depth-to-diameter ratios and pressure-containing efficiencies. Hemispherical caps provide the strongest geometry but require the deepest profile, while elliptical and torispherical caps offer more compact solutions with slightly reduced pressure ratings. For applications requiring frequent access or potential future extension, flanged closures with blind flanges may be more practical than permanent butt weld caps, though at higher initial cost and increased leak potential.
Stub Ends and Lap Joint Fittings
Stub ends, also called lap joint stub ends, are specialized butt weld fittings designed to work with lap joint flanges in creating semi-permanent flanged connections. The stub end butt welds to the pipe while providing a radiused flare that seats against a loose lap joint flange. This configuration offers several advantages over traditional weld neck flanges, particularly in systems using expensive alloy piping materials. The stub end, manufactured from the same corrosion-resistant alloy as the pipe, provides all wetted surface contact, while the non-contacting lap joint flange can be made from inexpensive carbon steel, significantly reducing material costs.
Stub ends facilitate alignment during installation since the lap joint flange can rotate freely on the stub end, simplifying bolt hole alignment with mating flanges. This feature proves particularly valuable when installing long piping runs or making connections to fixed equipment where precise rotational alignment is difficult. The butt weld joint between stub end and pipe can be radiographically examined more easily than the fillet welds used with slip-on or socket weld flanges, providing higher quality assurance for critical services. However, the two-piece stub end and lap joint flange assembly costs more than equivalent weld neck flanges when both components use the same material, limiting applications to situations where the material cost savings or alignment advantages justify the increased fitting costs.
Dimensional Standards and Specifications
Butt weld fittings are manufactured to various dimensional standards that ensure compatibility with standard pipe sizes and wall thickness schedules. ASME B16.9 covers factory-made wrought steel butt-welding fittings, establishing dimensions, tolerances, and pressure-temperature ratings for sizes NPS 1/2 through NPS 48. This standard defines fitting dimensions including center-to-end distances for elbows, center-to-center and end-to-end dimensions for tees and crosses, and face-to-face lengths for reducers and caps. MSS SP-75 provides specifications for high-test wrought butt-welding fittings, covering the same fitting types with enhanced mechanical properties for severe service conditions.
These standards specify wall thickness schedules matching standard pipe schedules (Schedule 10 through XXH), ensuring that fittings maintain consistent pressure ratings with connecting pipes. The standards also define tolerance ranges for critical dimensions, ovality limits, and straightness requirements that ensure proper fit-up during welding and system assembly. For sizes, materials, or configurations not covered by standard specifications, custom fittings can be manufactured to project-specific requirements, though at higher cost and longer lead times than standard catalog items.
Material Specifications
Butt weld fittings are available in the complete range of piping materials including carbon steel, stainless steel, alloy steel, nickel alloys, titanium, and other specialized materials. Common material specifications include ASTM A234 for carbon and alloy steel fittings, ASTM A403 for wrought austenitic stainless steel fittings, and various other ASTM standards for specific material families. Material selection depends on service conditions including temperature, pressure, corrosive environment, and compatibility with process fluids. Fittings should match or exceed the specification of connecting pipe to ensure consistent corrosion resistance and mechanical properties throughout the piping system.
Special Purpose Butt Weld Fittings
Beyond the standard elbows, tees, reducers, and caps, specialized butt weld fittings address unique piping requirements. Laterals, also called lateral tees or wye fittings, feature branch connections at 45-degree angles rather than the perpendicular branches of standard tees. This configuration provides smoother flow transitions for branch takeoffs, reducing pressure drop and erosion compared to 90-degree tees. Laterals are particularly valuable in high-velocity services or where minimizing pressure loss is critical, though their specialized geometry makes them more expensive than standard tees.
Swage nipples, also called reducing swages or unequal nipples, combine the function of a reducer with a short length of pipe in a single fitting. These components transition between pipe sizes over a very short distance, useful where space constraints prevent installation of standard reducers. Saddles or contoured outlet fittings provide reinforced branch connections for fabricated outlet applications, welding onto the run pipe to create branch openings without separate tee fittings. These fabricated connections offer flexibility in branch positioning and angles but require specialized welding procedures and inspection to ensure adequate strength and leak-tight construction.
End Preparation and Beveling Requirements
Proper end preparation is critical for achieving sound butt welds when installing these fittings. Standard butt weld fittings are supplied with beveled ends prepared for welding according to ASME B16.25 specifications. The standard bevel angle of 37.5 degrees (creating a 75-degree included angle when two beveled ends are joined) provides adequate root opening and appropriate groove angle for complete weld penetration using various welding processes. The root face, typically 1.6mm (1/16 inch), provides a landing for the root pass and helps prevent burn-through during initial welding.
Proper alignment and gap control during fit-up ensure weld quality and system integrity. The root opening between fitted components typically ranges from 1.6mm to 3.2mm depending on welding process, pipe wall thickness, and welder preference, with consistent gaps around the circumference ensuring uniform heat input and penetration. Misalignment between fitting and pipe centerlines should be minimized, with most codes limiting offset to 1.6mm or 1/8 of wall thickness, whichever is less. Excessive misalignment creates stress concentrations and potential failure points, particularly in cyclic service where fatigue loading occurs.
Selection Criteria for Butt Weld Fittings
Selecting appropriate butt weld fittings requires evaluating multiple factors beyond simple dimensional compatibility. Service conditions including pressure, temperature, fluid characteristics, and flow rates determine required pressure class and material selection. Corrosive or erosive services may necessitate upgraded materials or thicker wall schedules to ensure adequate service life. Flow characteristics influence fitting geometry selection—high-velocity services benefit from long-radius elbows and gradual reducers to minimize pressure drop and erosion, while compact installations may require short-radius elbows despite higher pressure losses.
- Pressure and temperature ratings: Match or exceed maximum design conditions with appropriate safety margins
- Material compatibility: Ensure corrosion resistance and mechanical properties suit process fluids and operating conditions
- Schedule and wall thickness: Maintain consistent wall thickness throughout the system for uniform pressure rating
- Code compliance: Verify fittings meet applicable piping codes such as ASME B31.1, B31.3, or other jurisdiction-specific requirements
- Quality documentation: Obtain mill test reports, material certifications, and dimensional inspection reports for critical services
- Economic considerations: Balance initial fitting costs against installation labor, expected service life, and maintenance requirements
Installation Best Practices and Quality Control
Successful butt weld fitting installation requires adherence to proven practices that ensure joint quality and system integrity. Proper fitting storage protects beveled ends and internal surfaces from damage, corrosion, and contamination prior to installation. Fittings should be visually inspected before installation to verify dimensional compliance, check for surface defects, and ensure proper material grade marking. Cleaning of internal surfaces and weld preparation areas removes oils, dirt, mill scale, and other contaminants that could compromise weld quality or introduce corrosion-promoting substances into the system.
Weld procedure specifications (WPS) and welder qualifications appropriate for the materials, wall thickness, and service conditions must be verified before welding begins. Preheat requirements for carbon and alloy steels must be calculated and applied to prevent hydrogen-induced cracking and ensure adequate weld ductility. Post-weld heat treatment may be required for thick-wall fittings, certain materials, or specific service conditions to relieve residual stresses and restore material properties affected by welding. Non-destructive examination including radiography, ultrasonic testing, or other methods verifies weld quality and detects defects that could compromise system integrity.
Understanding the diverse types of butt weld pipe fittings, their specific characteristics, and proper selection and installation practices enables engineers and fabricators to create reliable, efficient piping systems. From the ubiquitous elbow enabling direction changes to specialized stub ends facilitating cost-effective flanged connections, each fitting type serves specific functions within the overall piping network. Attention to dimensional standards, material specifications, end preparation requirements, and installation best practices ensures that these critical components perform reliably throughout their intended service life, maintaining system safety and operational efficiency across countless industrial applications.
Latest News
News And Blogs
Stay Informed About Our Recent Events


