 English
English 中文简体
中文简体 русский
русский Español
Español عربى
عربى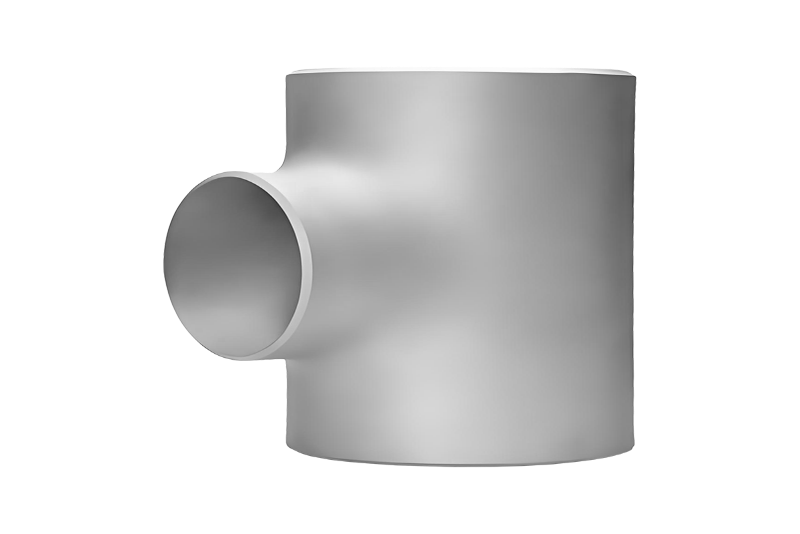
Material Selection for Butt Weld Fittings Choosing the right material is the first step in selecting...
What Are Butt Weld Equal Tees and How Are They Used in Piping?

Content
- 1 What Is a Butt Weld Equal Tee?
- 2 How Does Butt Welding Work for Tee Fittings?
- 3 Common Materials Used for Butt Weld Equal Tees
- 4 Key Dimensional Standards and Specifications
- 5 Manufacturing Methods: How Are Equal Tees Produced?
- 6 Applications Across Industries
- 7 Installation Best Practices for Butt Weld Equal Tees
- 8 Comparing Butt Weld Equal Tees with Other Tee Joining Methods
- 9 Selecting the Right Butt Weld Equal Tee for Your Project
In industrial piping systems, the reliability of every fitting determines the integrity of the entire network. Among the most essential components is the butt weld equal tee — a pipe fitting that allows flow to be split or merged at a 90-degree branch while maintaining equal diameter across all three outlets. Whether you are designing a process plant, a water treatment facility, or an oil and gas pipeline, understanding butt weld equal tees is fundamental to making the right engineering decisions.
What Is a Butt Weld Equal Tee?
A butt weld equal tee, also commonly referred to as a straight tee or equal tee fitting, is a T-shaped pipe fitting where all three connection ports share the same nominal pipe size (NPS). It is designed to be joined to adjacent pipes through butt welding — a process where the pipe ends are aligned face-to-face and fused together using heat. This method produces a permanent, leak-proof joint with structural integrity comparable to the pipe itself.
The "equal" designation means the run pipe and the branch pipe have identical diameters. This contrasts with a reducing tee, where the branch outlet is smaller than the run. Equal tees are preferred when uniform flow distribution is required in all directions from a single junction point.
How Does Butt Welding Work for Tee Fittings?
Butt welding is one of the most structurally sound methods of joining pipe components. The process involves preparing the pipe ends and fitting ends with a specific bevel angle — typically between 30° and 37.5° — to create a groove that allows the weld filler material to penetrate deeply and form a full-penetration weld. When executed correctly, the weld joint achieves near-100% efficiency, meaning it can sustain the same pressure rating as the base material.
For a butt weld equal tee, three separate butt welds are required — two on the run ends and one on the branch outlet. The quality of each weld is critical. In high-pressure or high-temperature applications, non-destructive testing (NDT) such as radiographic testing (RT) or ultrasonic testing (UT) is performed post-welding to verify the integrity of each joint.

Common Materials Used for Butt Weld Equal Tees
Butt weld equal tees are manufactured in a wide range of materials to suit different service environments. The choice of material directly impacts the fitting's corrosion resistance, temperature tolerance, and mechanical strength. Below are the most commonly used materials:
- Carbon Steel (ASTM A234 WPB): The most widely used material for general-purpose piping. It offers good strength at moderate cost and is suitable for temperatures from -29°C to 427°C.
- Stainless Steel (ASTM A403 WP304/316): Preferred in corrosive environments such as chemical processing, food and beverage, and marine applications. Grade 316 offers superior resistance to chloride-induced corrosion.
- Alloy Steel (ASTM A234 WP11/WP22): Used in high-temperature, high-pressure systems such as power boilers and refineries. Chromium-molybdenum alloys provide enhanced creep resistance.
- Duplex and Super Duplex Stainless Steel: Chosen for offshore and subsea applications where both strength and corrosion resistance are critical.
- Nickel Alloys (Inconel, Monel, Hastelloy): Applied in extreme environments involving aggressive chemicals, very high temperatures, or cryogenic conditions.
Key Dimensional Standards and Specifications
Butt weld equal tees must conform to internationally recognized dimensional and material standards to ensure compatibility across piping systems. Procurement and engineering teams must always verify that fittings meet the applicable specifications before installation.
| Standard | Scope |
| ASME B16.9 | Factory-made wrought butt-welding fittings (dimensions and tolerances) |
| ASME B16.28 | Short-radius elbows and returns (referenced alongside B16.9) |
| ASTM A234 | Carbon and alloy steel pipe fittings for moderate and elevated temperatures |
| ASTM A403 | Wrought austenitic stainless steel piping fittings |
| MSS SP-75 | High-test wrought butt-welding fittings for high-pressure service |
| EN 10253 | European standard for butt-welding pipe fittings |
Wall thickness schedules (Sch 10, Sch 40, Sch 80, Sch 160, XXS) determine the pressure capability of the fitting. The schedule must match the connecting pipe to ensure a flush internal bore and proper weld preparation.
Manufacturing Methods: How Are Equal Tees Produced?
The production method affects the mechanical properties, surface finish, and dimensional accuracy of the fitting. The two primary manufacturing approaches are:
Hot Forming (Extrusion Method)
This is the most common manufacturing process for larger diameter tees. A pre-formed pipe or plate is heated and then hydraulically pressed into a die to form the tee shape. The branch is extruded outward from the main run. This method produces a seamless or near-seamless fitting with excellent grain structure and uniform wall thickness, making it highly suitable for pressure-critical applications.
Cold Forming
Used predominantly for smaller diameter tees (typically below DN 50), cold forming involves pressing the material at room temperature. This method provides tight dimensional tolerances and a clean surface finish, but may introduce residual stresses in the material. Post-forming heat treatment is often applied to relieve these stresses, especially for stainless steel grades.
Applications Across Industries
The butt weld equal tee is a universal fitting found across virtually every sector that uses pressurized piping. Its design versatility and strong welded joints make it applicable in demanding conditions where other connection types may fail.
- Oil and Gas: Used extensively in upstream, midstream, and downstream pipelines to branch flow to separators, heat exchangers, and storage tanks.
- Petrochemical and Chemical Processing: Required at reactor feed lines, distillation columns, and chemical dosing systems where leak-free performance is mandatory.
- Power Generation: Found in steam distribution systems, boiler feedwater lines, and cooling water circuits in both conventional and nuclear power plants.
- Water and Wastewater Treatment: Used in distribution headers and process pipework where corrosion resistance and long service life are priorities.
- Pharmaceutical and Food Processing: Hygienic-grade stainless steel equal tees with smooth internal bore and electropolished finishes prevent bacterial growth and ensure product purity.
- Shipbuilding and Offshore Platforms: Marine-grade duplex steel tees are used in seawater cooling and ballast systems aboard vessels and offshore structures.
Installation Best Practices for Butt Weld Equal Tees
Proper installation is as critical as material selection. A high-quality fitting can be compromised by poor welding technique, inadequate preparation, or improper alignment. The following best practices help ensure a reliable, long-lasting installation:
Pipe End Preparation
All pipe ends and fitting ends must be clean, free from rust, mill scale, paint, oil, or moisture before welding. Bevel angles must match the fitting's end preparation — typically 30° for ASME B16.9 conforming fittings. Use mechanical beveling tools or plasma cutting with grinding to achieve a precise edge. Misaligned bevels increase the risk of incomplete fusion and weld defects.
Fit-Up and Alignment
Tack weld the fitting in at least three equally spaced positions before completing the root pass. Ensure the internal bore is flush to prevent turbulence, erosion, or crevice corrosion at the joint. Use pipe alignment clamps or fit-up tools to maintain concentricity throughout the welding process. Misalignment — even by a few millimeters — can create stress concentration points that reduce fatigue life.
Pre-Heat and Post-Weld Heat Treatment (PWHT)
Depending on the material and wall thickness, pre-heating may be required to prevent hydrogen cracking. Carbon steel pipes with wall thicknesses above 25mm typically require pre-heat to at least 150°C. After welding, PWHT may be mandated by applicable codes (ASME B31.3, EN 13480) to relieve residual stresses, especially in alloy steel and thick-wall carbon steel installations.
Post-Installation Inspection
After welding, each joint should be visually inspected, followed by NDT appropriate to the service class. For critical service (Class 1 per ASME B31.3), 100% radiographic or ultrasonic testing of each weld is standard. Hydrostatic or pneumatic pressure testing of the completed assembly verifies system tightness before commissioning.
Comparing Butt Weld Equal Tees with Other Tee Joining Methods
Not all tee fittings use butt welding. Understanding how this method compares to alternatives helps engineers select the right solution for each application context.
| Connection Type | Pressure Rating | Disassembly | Best Use Case |
| Butt Weld | Highest | No (permanent) | High-pressure, high-temperature systems |
| Threaded (NPT) | Low to moderate | Yes | Small bore, low-pressure utility lines |
| Socket Weld | Moderate to high | No | Small bore, high-pressure piping (≤DN 50) |
| Flanged | High | Yes | Where frequent maintenance or removal is needed |
Butt weld equal tees stand out for their ability to handle the most demanding service conditions while keeping the system completely sealed with no gaskets, seals, or threads that could degrade over time.
Selecting the Right Butt Weld Equal Tee for Your Project
Choosing the correct equal tee involves more than simply matching the pipe diameter. Engineers must consider several technical parameters simultaneously to ensure the fitting performs reliably over its intended service life.
- Nominal Pipe Size (NPS) and Schedule: Must match the connected pipe to ensure structural continuity and correct weld gap.
- Design Pressure and Temperature: Cross-reference material allowable stresses from ASME Section II Part D against the system's maximum operating conditions.
- Fluid Compatibility: Verify that the fitting material is chemically compatible with the process fluid, including trace contaminants and cleaning agents.
- Heat Treatment Condition: Specify normalized, annealed, or solution-annealed condition as required by the applicable material standard.
- Third-Party Inspection and Certification: For critical service, require material test reports (MTRs), positive material identification (PMI), and third-party certification from bodies such as Lloyd's, Bureau Veritas, or DNV.
Investing time in proper specification upfront prevents costly failures, unplanned shutdowns, and safety incidents. A butt weld equal tee, when correctly specified, manufactured, and installed, will deliver decades of reliable service in even the most challenging industrial environments.
Latest News
News And Blogs
Stay Informed About Our Recent Events


