English
English 中文简体
中文简体 русский
русский Español
Español عربى
عربى
Why Do Engineers Specify Forged Fittings Over Cast Alternatives for Critical Piping Systems?
In high-pressure pipelines, process plants, and industrial fluid systems, the fittings connecting pipe sections are not interchangeable components — they are engineered parts whose material integrity directly affects the safety and reliability of the entire system. Forged fittings occupy the top tier of this category, valued for their dense, refined grain structure, superior mechanical properties, and proven performance under the combined stresses of pressure, temperature, and corrosive media. Understanding what distinguishes forged fittings from alternatives, what standards govern them, and how to select the right type for a given application is essential knowledge for piping engineers, procurement specialists, and plant maintenance teams alike.
What Forging Does to Metal and Why It Matters for Fittings
Forging is a manufacturing process in which metal is shaped by applying compressive force — through hammers, presses, or dies — while the material is at an elevated temperature but below its melting point. This is a fundamentally different approach from casting, where molten metal is poured into a mold and solidifies, or from machining, where material is removed from a billet. The mechanical deformation in forging breaks up and refines the grain structure of the metal, closes internal voids and porosity, and aligns the crystalline flow lines with the shape of the finished component.
For pipe fittings — elbows, tees, couplings, unions, crosses, and caps — this grain refinement translates directly into measurable improvements in tensile strength, yield strength, impact toughness, and fatigue resistance compared to cast equivalents made from the same alloy. A forged carbon steel elbow, for example, will typically exhibit 20 to 30 percent higher impact toughness than a cast elbow of identical composition and dimensions. At the pressure ratings and temperature extremes that characterize oil and gas, petrochemical, power generation, and high-purity process applications, this performance margin is not a luxury — it is a design requirement.
Common Types of Forged Fittings and Their Functions
Forged fittings are produced in a wide range of configurations, each designed to solve a specific piping geometry or connection requirement. The most frequently specified types are as follows:
- Elbows (45° and 90°): Used to change the direction of flow in a pipeline. Forged elbows are available in both threaded (screwed) and socket weld end configurations, covering pipe sizes typically from ¼ inch to 4 inches in the forged category.
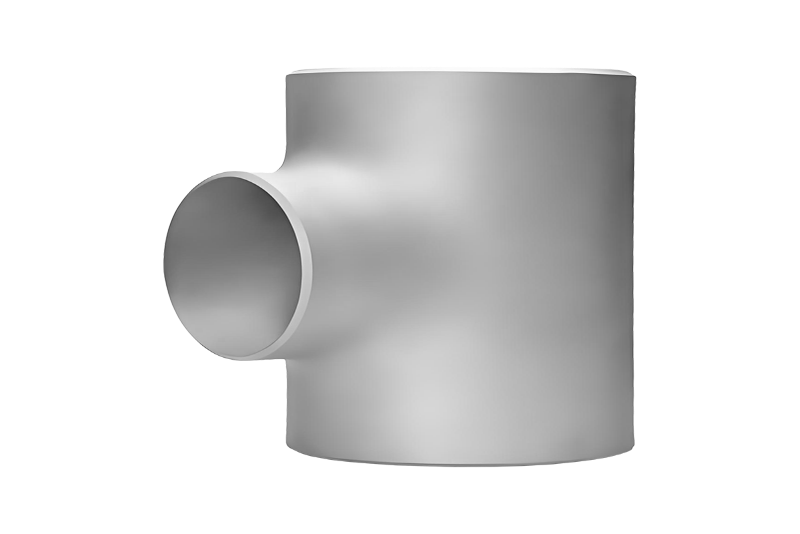
- Tees (equal and reducing): Allow a branch connection to be taken off the main pipeline run. Equal tees have the same bore on all three outlets; reducing tees have a smaller branch outlet than the run outlets.
- Couplings and half couplings: Full couplings join two pipe sections end-to-end; half couplings are welded or threaded into a fitting or vessel wall to create a branch connection point.
- Unions: Three-piece fittings that allow pipes to be disconnected and reconnected without rotating the pipe itself — essential for maintenance access on instrumentation lines and equipment connections.
- Crosses: Four-outlet fittings used where two branch lines intersect a main run. Less common than tees but found in distribution manifolds and instrument tubing systems.
- Caps: Blanking fittings used to seal the end of a pipe or fitting outlet, either permanently or for temporary isolation during commissioning or maintenance.
- Bushings and reducers: Used to connect pipe sections or fittings of different sizes within the same threaded or socket weld system.
Material Grades and Standards for Forged Fittings
Forged fittings are manufactured from a range of alloy systems to suit different service conditions. The governing standard for most industrial and process applications is ASME B16.11, which defines dimensional requirements, pressure-temperature ratings, and marking requirements for socket welding and threaded forged fittings. Material specifications fall under separate ASTM or ASME standards depending on the alloy. The table below summarizes the most commonly encountered material grades:
| Material | ASTM Specification | Typical Service | Temperature Range |
| Carbon Steel (A105) | ASTM A105 | General process, oil & gas | -29°C to +538°C |
| Low-Temp Carbon Steel (A350 LF2) | ASTM A350 | Cryogenic and cold service | -46°C to +343°C |
| Stainless Steel 316/316L (A182 F316) | ASTM A182 | Corrosive media, chemical process | -196°C to +870°C |
| Alloy Steel (A182 F11/F22) | ASTM A182 | High-temperature steam, power | Up to +650°C |
| Duplex Stainless (A182 F51) | ASTM A182 | Offshore, seawater, chlorides | -50°C to +300°C |
ASTM A105 carbon steel is by far the most widely used forged fitting material in general industrial piping, owing to its good mechanical properties, weldability, and availability in all standard sizes and pressure classes. For applications involving corrosive process fluids, wet hydrogen sulfide (H₂S) environments, or elevated chloride exposure, stainless steel or duplex grades are specified instead, despite their higher material cost, because the long-term cost of corrosion-related failure in these environments vastly exceeds the premium for corrosion-resistant alloys.
Pressure Classes and End Connection Types
Under ASME B16.11, forged fittings are rated in pressure classes that determine the maximum allowable working pressure at a given temperature. The three standard pressure classes are Class 2000, Class 3000, and Class 6000 for threaded fittings, and Class 3000, Class 6000, and Class 9000 for socket welding fittings. Class 3000 is the most commonly specified for general industrial applications, while Class 6000 and above are used in high-pressure hydraulic, gas injection, and wellhead service applications.
Threaded (Screwed) End Fittings
Threaded forged fittings use tapered NPT (National Pipe Taper) threads — or BSP threads in some international markets — to create a mechanical seal when assembled with mating pipe threads and thread sealant. They are fast to assemble without welding equipment, making them attractive for instrument connections, utility systems, and applications where frequent disassembly is required. However, threaded connections are generally limited to smaller pipe sizes (NPS ¼ to NPS 4) and moderate pressure ratings, as thread engagement provides less structural integrity than a full-penetration weld at extreme pressure or cyclic load conditions.

Socket Weld End Fittings
Socket weld fittings have a recessed bore — the socket — into which the pipe end is inserted before a fillet weld is applied around the outside of the joint. This creates a more robust connection than a threaded joint, with better resistance to vibration, fatigue, and pressure cycling. Socket weld fittings are preferred in high-pressure steam, hydraulic, and chemical process lines in the NPS ½ to NPS 2 range. The socket geometry also helps align and hold the pipe in position during welding, reducing the skill requirement compared to butt weld joints.
Inspection, Marking, and Traceability Requirements
In critical service applications, forged fittings are subject to rigorous inspection and marking requirements that enable traceability throughout the supply chain. ASME B16.11 requires each fitting to be marked with the manufacturer's name or trademark, the material grade designation, the pressure class, and the size. For fittings supplied to ASME Boiler and Pressure Vessel Code applications, additional certification documentation is required, including material test reports (MTRs) showing chemical composition and mechanical test results traceable to the specific heat number of the forging.
Common inspection requirements applied to forged fittings in elevated-specification projects include hardness testing to verify heat treatment compliance, dimensional inspection against ASME B16.11 tables, visual and liquid penetrant testing (PT) or magnetic particle testing (MT) for surface defect detection, and positive material identification (PMI) using X-ray fluorescence (XRF) analyzers to confirm alloy composition on receipt. In sour service applications governed by NACE MR0175 / ISO 15156, hardness limits apply to the base material and any weld heat-affected zones, and fittings must be certified as compliant with these limits through documented hardness survey results.
Practical Guidance for Selecting and Procuring Forged Fittings
Selecting the correct forged fitting for a given application requires confirming several variables before placing an order. Mistakes in material grade, pressure class, or end connection type result in delays, rework costs, and in worst cases, premature system failure. The following checklist covers the minimum information needed to specify a forged fitting correctly:
- Pipe size (NPS): Confirm the nominal pipe size of the connecting pipe. Forged fittings are sized by nominal pipe size, not by actual bore dimension.
- Pressure class: Determine the required pressure class based on the system design pressure and operating temperature using the pressure-temperature ratings in ASME B16.11 or ASME B31.3.
- Material grade: Select the material based on fluid chemistry, operating temperature range, and any applicable environmental cracking standards (e.g., NACE MR0175 for sour service).
- End connection type: Choose threaded or socket weld based on assembly method, pipe size, and pressure/fatigue requirements.
- Certification level: Specify whether standard mill test reports are sufficient or whether third-party inspection, NACE compliance, or ASME code stamping is required for the project.
- Supplier qualification: For critical service, verify that the supplier holds ISO 9001 certification and can provide full heat traceability, dimensional inspection records, and original MTRs from the forge and mill.
Forged fittings represent a small fraction of the total material cost in most piping systems but account for a disproportionate share of leak and failure incidents when they are under-specified or sourced from suppliers who cannot demonstrate material traceability. Investing the time to specify correctly and verify supplier qualifications upfront avoids the far greater cost of system failures, regulatory non-compliance, and unplanned shutdowns in service.